
Hot microperforating unit MFC
Application and installation
The hot microperforating unit is particularly suitable for mono and bioriented polypropylene, PVC and generally for the microperforation of thermoplastic materials. Thanks to its use flexibility, the unit can be coupled to cutting machines, rewinders, flexoprinting machines or other plastic film treatment machines. The microperforation is obtained with the help of rollers equipped with pins heated by electric resistances.The hot microperforating unit type MFC is planned to reach 100 mt/min. working speed. The correct quality of the hole and the welding on the circunference of the hole are assured. The working speed depends on many different factors like the layout of the pins, the pin diameter, the type of material, the tickness of the material. FBF technical department will suggest you the maximum working speed depending on the technical characteristics of your application. Nominal perforation width is from 800mm. to 2000mm. The diameter of the roller holding pins is 99mm., the diameter of the brush counterroller is 110mm.
Heating system and temperature control system
The heating system consists of external electric resistances around the roller holding pins. The total heating power is 10 kw/mt. Central, lateral and total electric resistances guarantee a regular heating on the web width. By the display on the control panel of the machine it is possibile to set the temperature and to see the actual working speed in real time.
Working
The microperforator needs a mechanical installation on the supporting machine, electrical connection and pneumatic connection. The rollers of the microperforating unit are driven by the web and by the supporting machine.
The microperforator is arranged with a power takeoff for a possible rotating synchronism of the perforating unit with the supporting machine. This application could be necessary in some special cases.
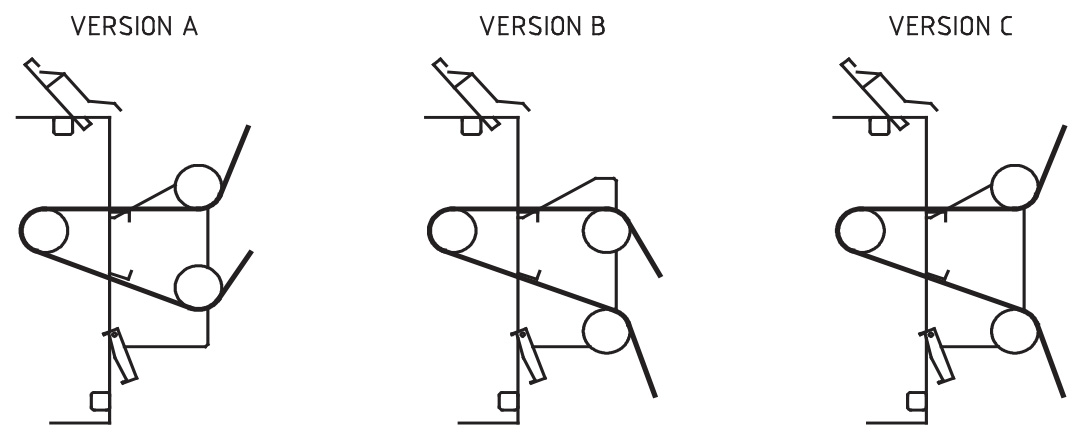
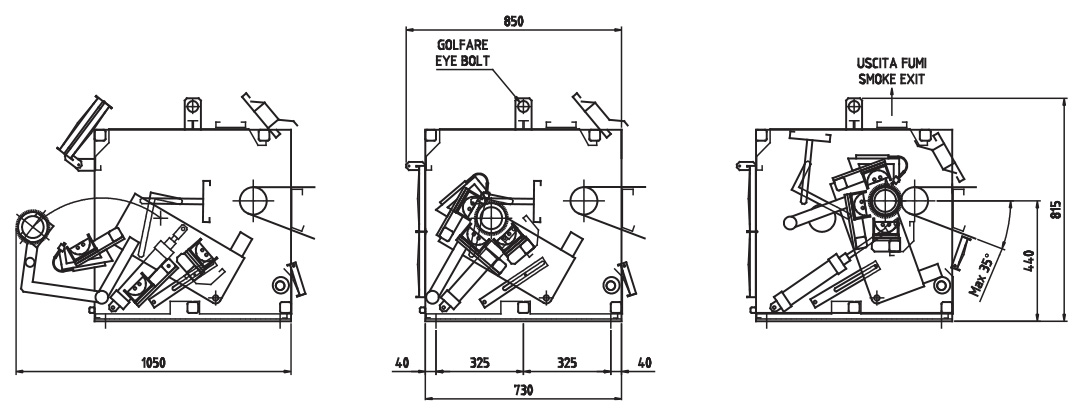
MFC consists of two parts: perforating roller with heating system and brush counterroller with guiding rollers. The film is winded on the brush counterroller and can be threaded in the perforating unit like described in the drawings here enclosed. The roller holding pins and the heating system are separated from the brush counterroller and guiding rollers by a protection hood that blocks the heat and allows the winding of the web on the brush roller even if the perforator is hot. The brush counterroller is fix while the roller holding pins is movable: in case of stop working, of excessive speed reduction or of emergency, the perforating roller rises automatically to avoid film burning and modification of the web tension. Perforating roller motorisation to keep itself rotating during the heating or stand by phase to avoid any deformation of the roller itself.
The counterroller is a steel roller on which brush sectors are mounted, each one with a width of 100mm.
The brush sectors are indipendent and interchangeable so that worn out brush sectors can be replaced avoiding the replacement of the complete counterroller.
The number of brush sectors mounted on the steel roller depends on the film width. We suggest to install brush sectors only in correspondence with the web width.
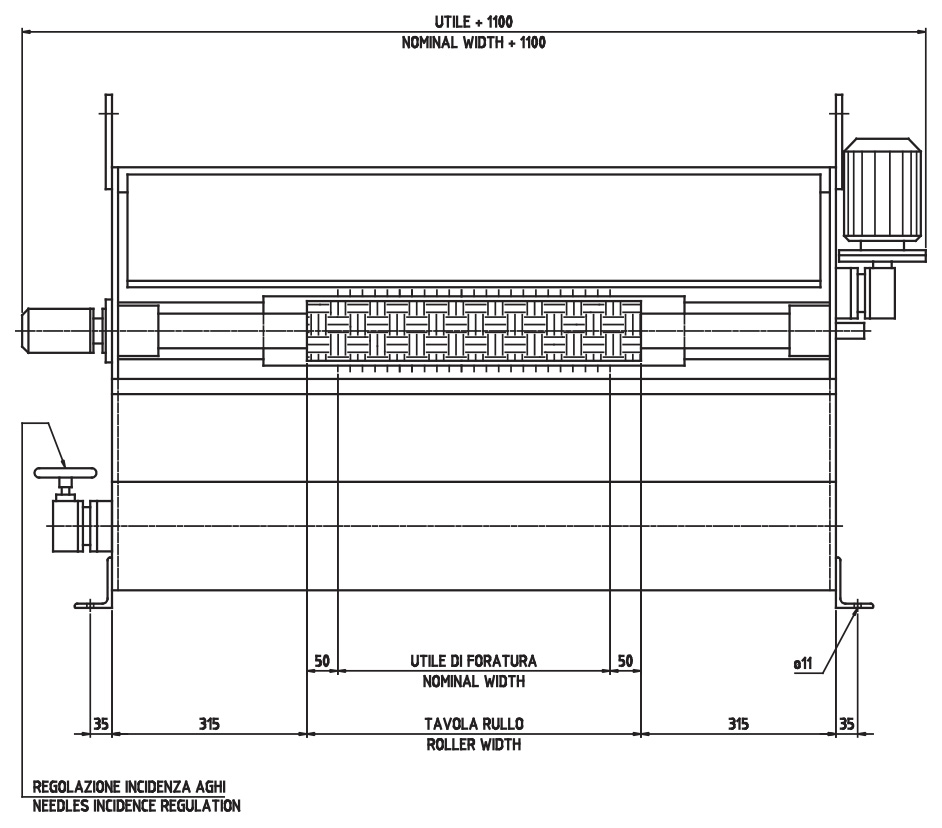
An handwheel for the regulation of the pin penetration in the film is mounted on the frame of the machine. By this handwheel the hole diameter can be adjusted during the production process.
Machine running and control
By the control panel you set and control the working parameters like the temperature and set the heating zones. By a timeswitch the operator can set the automatic warm up at pre-determined time avoiding loss of time. The heating function setting and the modification of the security parameters are protected by a password reserved to the producer of the perforating unit. By the control panel the client can control the working status of the machine (temperature, electrical resistances, roller holding pins rotation, emergencies).
Sleeves holding pins
Sleeves holding pins are in bronze. Standard width of the sleeves is 100mm. They can be produced with different special widths depending on the client’s request. The layout of the pins (density of perforation and position of the pins) can be varied according to the client’s requirements. The pins are in hardened steel and we can offer a wide range of pin diameters: 0.8, 1.08, 1.22, 1.42, 1.8, 2.35 mm. Replacement of the sleeves holding pins is an easy, sure and fast operation.
Security
The machine is equipped with protection hoods to avoid any accidental contact with the pins, fire stop hood between the roller holding pins and the brush counterroller, security system for any unexpected lack of pneumatic connection or lack of voltage, emergency switch for any accidental opening of the protection hoods, emergency switches on the machine frame.
Maintenance and assistance
Cleaning of the heating system and cleaning of the pins in order to optimize the production output. It is important tio verify the correct working of the temperature feelers.Replacement of the broken electrical resistances. Greasing of the bearings mounted on the rollers by special grease for high temperature.
- Motorisation of the counterroller
- Roller supporting stand for the replacement of the sleeves holding pins
- Timeswitch for the automatic warm-up at pre-determined time
Request more information fill the form:
* Mandatory field